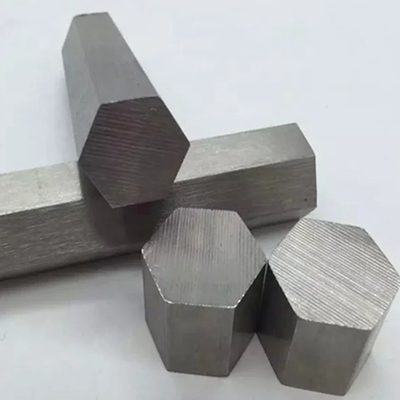
Der Rundeisenwärmebehandlung des Edelstahls 630 17-4PH qualifizierte Härte der festen Lösung UT-Test
Name: Rundeisen des Edelstahls 17-4PH
Marke: HAOSTEEL
Exekutivstandard: GB/T1220-2007 oder ASTM A564
Wärmebehandlung: Kein (kann entsprechend Kundenanforderungen verarbeitet werden)
Schmelzende Ausrüstung: EF-AOD
Eigenschaften:
Die Legierung 17-4PH ist ein herbeigeführter, verhärteter, martensitischer Edelstahl, der aus Kupfer bestehen und ein Niobium/ein Niobium. Dieser Grad hat hochfestes, Grad (bis zu 300℃/572°F) und Korrosionsbeständigkeit. Nach Wärmebehandlung sind die mechanischen Eigenschaften des Produktes perfekter, und die Druckfestigkeit von mpa bis 1100-1300 (ksi 160-190) kann erzielt werden. Dieser Grad kann nicht über 300℃ (572°F) oder sehr niedriger Temperatur benutzt werden. Er hat gute Korrosionsbeständigkeit zur Atmosphäre und die verdünnte Säure oder das Salz. Seine Korrosionsbeständigkeit ist die selbe wie die von 304 und von 430.
Physikalische Eigenschaften
Dichte: 7780 kg/m2
Schmelzpunkt: 1400 | 1440°C
Spezifische Wärmekapazität: 502J/(Kilogramm·°C).
Längenausdehnungskoeffizient: (Zustand der Wärmebehandlung H900)
0,0000108 /K an 20~100°C; 0.0001016/K an 20~200°C; 0,00001136 /K an 20~300°C
Wärmeleitfähigkeit:
17W/(m*K) an 100°C; 20W/(m*K) an 300°C; 23W/(m*K) an 500°C
Elastizitätsmodul:
MPa 1910 an 20°C; MPa 1910 an 100°C; MPa 1810 an 320°C
Einsatzbereich
• Offshoreplattformen, Hubschrauberplattformen, andere Plattformen
•Lebensmittelindustrie
•Massen- und Papierindustrie
• Aerospace (Turbinenschaufeln)
•Maschinerieteile
• Atommüllfaß
Standard
ASTM-.............. Grad A693 630 (AMS 5604B) UNS S17400
EURONORM. .1.4542 X5CrNiCuNb 16-4
AFNOR ........... Z5 CNU 17-4PH
LÄRM .................. 1,4542
Korrosionsbeständigkeit
Die Korrosionsbeständigkeit der 17-4 pH Legierung ist jedem anderen verhärtbaren StandardEdelstahl überlegen. In den meisten Fällen hat sie so viel Korrosionsbeständigkeit als 304. Wenn es ein Risiko von Spannungskorrosion knackend gibt, muss die höhere kurierende Temperatur als 550oC höher sein
(1022oF), vorzugsweise 590oC (1094oF). Die optimale Anlasstemperatur im Chlorverbindungsmedium ist 550oC-1022oF. Die optimale Anlasstemperatur in H2S-Medien ist 590oC-1094oF. Diese Legierung ist gegen Korrosion anfällig oder knackt Korrosion im statischen Meerwasser. Sie hat die gleiche Korrosionsbeständigkeit wie der Grad 304L in der Erdölchemikalie, in der Lebensmittelverarbeitung und in den Papierindustrien.
Maschinelle Bearbeitung
Wir können die 17-4 pH Legierung in einem behandelten oder gelöscht und verhärteten Zustand der Lösung maschinell bearbeiten. Die Prozessbedingungen schwanken mit der Härte des Materials. Wir benutzen normalerweise Hochgeschwindigkeitswerkzeuge oder geschmierte Karbonisierungsmesser für die maschinelle Bearbeitung. Wenn der Kunde sehr zwingende Toleranzanforderungen hat, sollten wir die Maßänderungen auch betrachten, die möglicherweise während der Wärmebehandlung eintreten.
Beschreibung:
Die technischen Informationen, die hier bereitgestellt werden, reflektieren den höchsten Stand und das umfassendste Wissen, die wir haben, wenn wir dieses Material redigieren, aber, wie wir an rostfesten Produkten arbeiten, gibt möglicherweise es etwas subtile Änderungen im Inhalt. Wir empfehlen, dass Sie die oben genannten Informationen reconfirm, wenn Sie eine Untersuchung setzen oder einen Auftrag vergeben. Darüber hinaus hat jedes Produkt einige spezielle Umstände, wenn es angewendet wird. Die Daten und die Daten stellten sind hier nur Beschreibungen der Produkte zur Verfügung. Nur wenn unsere Firma macht, können schriftliche Dokumente wir sie als unsere Garantie und Verpflichtung ansehen.
Maschinelle Bearbeitung:
Die heiße Formung sollte an einer Temperaturspanne 950-1200oC (1742-2192oF) durchgeführt werden. Komplette Wärmebehandlung umfasst das feste Lösungsglühen und kühlt ab (weniger als 25oC) und kuriert (bei einer gegebenen Temperatur).
Ausschnitt
Brennschneiden (Plasma, Säge, etc.): Dieser Grad des Schnitts des Verfahrens sollte in Anbetracht des heißen metamorphen Faches angebracht sein. Nach Ausschnitt wird er gerieben, um die Oxidschicht zu entfernen. Mechanischer Ausschnitt: scheren, stempelnd, kaltes Sägen, etc.
Schweißen
17-4 können pH-Legierungen gelötet werden, wie folgt: SMAW, GTAW, TATZE und GMAW. SÄGE-Schweißen kann nach Vorversuchen (Kontrolle auf Sprüngen und Härte der Schweißgut) nur durchgeführt werden. Wegen der Verfestigung des Ferrits, der Möglichkeit des heißen Knackens und der thermischen Verschlechterung der Schweißgut wird verringert. Im allgemeinen wird kein Vorwärmen angefordert, und die Zwischentemperatur wird bei 120 ° C (248 ° F) gesteuert. Nach einer kompletten Wärmebehandlung (festes Lösungsglühen + die Abschreckhärtung), wird die Härte erhöht. Wegen seiner eigenen martensitischen Struktur, behält das untere Sauerstoffgehalt der Schweißgut seine gute Härte und Duktilität bei. Um das kalte Knacken zu vermeiden, sollte Wasserstoff so viel wie möglich vermieden werden. 17-4 kann pH-Legierung mit der gleichen Füllung geschweißt werden (wie E 630 (AWS A5.4)? ER 630 (AWS A5.9). Wenn die mechanischen Eigenschaften von 17-4PH nicht im Schweißen betrachtet werden, wird der Austenit benutzt, um das Metall zu füllen, und dann ist Wärmebehandlung nicht notwendig.


 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!